Skip to content
The Goal of Die Protection is to Stop the Press Before the Die can be damaged.
#1 Know the Critical Angle
The “Critical Angle” is the last point in the press cycle where an E-stop will stop the ram before the die closes.
- Know the critical angle for every die in every press that can run it
- To prevent die damage, the control must be finished checking the sensors before the critical angle
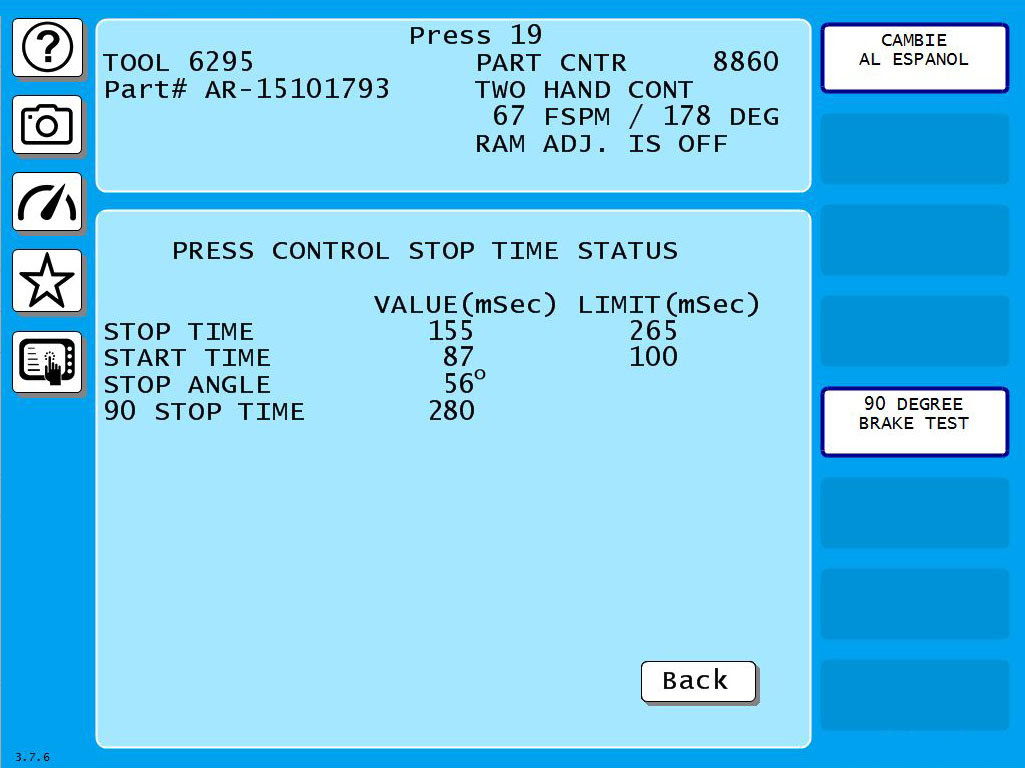
- SmartPAC PRO’s Brake Monitor can help you establish the critical angle:
- The SmartPAC PRO displays the stopping angle.
- Subtract the stopping angle from the die closure angle to get the critical angle.
#2 Improve the Press Stopping Time
- The faster the press stops, the more time a die protection system has to detect problems
- In addition to regular brake maintenance, the following items can improve press stopping time:
- Quick dump valves on older clutch/brake units
- Properly or automatically set counterbalance pressure
- Use valves properly sized to the press
#3 Use the Proper Clutch Air Pressure
- Set the Clutch Air Pressure according to press manufacturer’s recommendation
- Many presses run with the clutch air pressure set too high
- Excessive clutch air pressure adds to the stopping time, giving the die protection system less time to work
#4 Know When to Top Stop
- Your die protection control should be set to E-Stop the press for virtually every die-threatening event
- The exception is for events that occur after the critical angle in presses without hydraulic overload protection
- If the press is equipped with hydraulic overload protection, use E-Stop all the time
#5 Use Variable Stop when Appropriate
- Some die problems can occur both before or after the critical angle – long feed cycles, for example
- An E-stop can cause the press to stick on bottom, a top stop can allow unnecessary damage
- Variable Stop (aka “Smart Stop”) gives E-Stop protection right up to the critical angle, and then switches over to top stop